|
|
|
면, 경질 펠트(hard felt), 캔버스(canvas)
또는 가죽버프 표면에 버핑(buffing)하면서
최종광택이 되고 있다. 가장 대중적이면서
실용적인 것은 대부분의 돌을 취급할 수
있는 가죽과 경질펠트이다. 광택분말은
얇은 페이스트(paste)를 형성하기 위하여
물과 혼합되어 작은 솔이나 플래스틱(plastic)
압출 병에 의해서 버핑표면에 발라진다.
|
캐버션(cabochon)
보석들, 편평하고 둥근 표면들과 유사한 작업물의
최종 광택은 일반적으로 펠트버프(belt buff) 휠(wheel)에서
행한다. 가죽 광택버프들도 역시 일부 보석들에
사용되며 일부 연마가공가들이 선호한다. 공작석(malachite)과
방해석(calcite)과
같이 아주 부드러운 보석들을 광택낼 때 헝겊과
머즐린(muslin) 버프들이 때때로 사용된다.
펠트
광택버프의 속도는 절단 때와 대략 같다. 그러므로,
작은 장비에서 광택버프를 연마 축에 부착할 수
있다. 모든 다른 보석세공 작업들과 마찬가지로,
연마용 연마입자들로 광택버프들 오염시키지
않도록 주의한다. 게다가, 하나 버프에는 한 가지
형태의 광택재만을 사용해야 한다. 각각의 광택재마다
별도의 버프들을 준비해야 한다. 이것은 아주 중요하며
역시 버프가 거친 광택재에만 유용한지 나중에
혼합될 수도 있는 더 미세한 것에는 아닌지를 관찰해야
한다.
많은 보석세공상점들이 2 또는 그
이상의 광택버프들을 갖고 있는데, 각각 일부의
별도 또는 특별한 광택재용으로 사용된다. 여러
가지 보석 광물(mineral)들에
보여지는 광택의 정도는 다르다; 단단한 재료일수록
최종광택이 더 높다. 아주 부드러운 재료들은, 특히
약간 다공질이면서, 섬유질 또는 입상(granular)이면,
고광택(high glossy) 마무리(finish)를 얻기가 불가능하다. 그러므로,
아주 단단한 보석에서 볼 수 있는 것과 비교하여 부드러운
물질에서는 고광택을 얻기란 가능하지 않다. 부드러운
입상의 재료들의 경우에, 마무리 표면광택은 (광택
후에) 바니쉬(vanish)들 중에서 하나를 이용하여 얻을
수 있다. 이 목적으로는 Dake's vanish를 권한다.
|
|
|
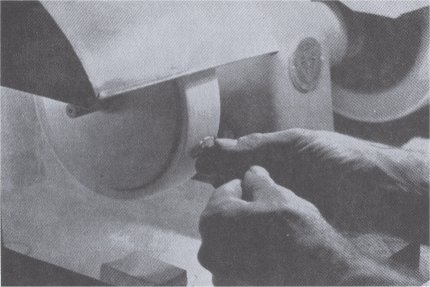
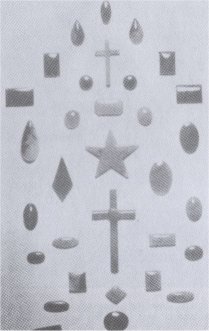
많은 캐버션 보석들과 그 밖의 형상들이
가내 보석세공상점들에서 생산될 수 있다.
심장, 십자가, 별 그리고 비슷한 형상들을
모양내기(fashioning)하는
데에 예리한 모서리를 지닌 작은
연마 휠들이 유용하다.
|
깊게
파인 모든 긁힌 자국들이 샌딩 또는 래핑작업 중에
제거되기 이전까지는 어떠한 경우라도 돌을 광택하려고
하지 않는다. 표면이 잘 준비되어 있으면, 광택은 길고
지루한 공정이 아니다. 마노(agate)의
캐버션은 적절한 기법으로 몇 분 내에 광택될 수 있다.
단백석(opal)과
같은 일부 보석 돌들은 돌에 깊이에 대하여 착각을
일으킬 정도로 고광택 마무리를 하면 크게 향상될 것이다.
다양한
크기의 펠트 버프들을 사용할 수 있는데, 가내 보석세공가들에게
권장되는 크기는 약 1x6 인치(2.54x15.24 cm)의 "락
하드(rock hard) 형태"이다. 상업적인 상점들은
대형을 사용하는데, 일반적으로 3x16 인치(7.62x40.64
cm)이다. 둘 다 분당 대략 900 표면피트(surface feet)(274.32
m/min)의 원주 작동속도를 지녀야 한다. 주의 : 이것은
rpm (연마 축의 분당 회전수)와는 다르다.
보석세공산업에서는
아주 다양한 광택재들이 사용되고 있다. 최신의 광택재들이
소개되기 이전에, 경석(pumice), 분필, 모래와 분해한
규질석회석(rottenstone, 트리펄리(tripoli))와 같은
재료들만 가용하였다. 이러한 종류의 재료들은 유용하며
사용할 수 있지만, 등급이 있는 제조된 광택재들이
훨씬 더 균일하여 신뢰성이 있다. 게다가, 제조된 분말들은
싸고 비등급제들에서 문제를 일으킬 수 있는 성가신 거친
연마입자(grit)들이 없다.
트리펄리 분말과
산화주석분말도 역시 여러 가지 종류의 캐버션 광택에
사용되고 있다. 트리펄리는 대부분의 단단한 재료들에
대하여 좋은 광택을 나타내며, 산화주석은 최종 고광택
마무리하는 데에 빈번하게 사용된다. 위에서 언급한
모든 광택재들은 일반적으로 물에 섞어 짙은 페이스트를
만들어 솔로 버프들에 바른다. 다시 반복한다: 하나의
버프당 하나 이상의 광택재를 사용하지 않는다. 버프과
용기마다 별도로 분리한다.
보석세공분야에
최근 몇 년동안 산화 시리엄(cerium oxide)와 산화 크로우미엄(chromium
oxide)를 포함한 수 많은 새로운 광택재들이 소개되었다.
미세한 공기부양 트리펄리도 역시 이용할 수 있다.
이 광택재들에 대해서는 일부 단단한 재료들에 대한
빠른 광택을 포함한 다수의 장점들이 있다고 주장되고
있다. 그러나, 이것은 보석 연마가공가의 경험과 선택의
문제이다.
|
|
|
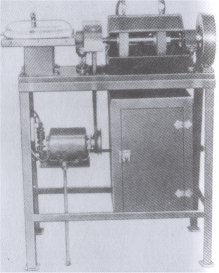
공장에서 만든 깔끔하고 정밀한 자급식의
보석세공 장비는 가내 보석 연마가공가에게
적당하다. 이 장비는 하나의 축과 전동기를
지니고 있으며, 연마, 샌딩, 광택과 절단장비를
포함하고 있다. 이와 같은 장비들은 여러
회사들이 제작하고 있다.
|
보수적인 숙련된 상업적인 연마가공가들은
트리펄리와 경질의 펠트버프만을 이용하여 옥(jade)를
포함한 상업적인 규모로 캐버션 스타일(style)로
마무리되는 모든 재료에 멋진 광택을 낼 수 있었다.
사실 대부분의 초기의 상업적인 상점들은 트리펄리만을
사용하는 단 하나의 펠트버프만을 갖고 있었다. 소수의
상업적인 상점들은 산화주석(tin oxide)용의 특수버프를
갖고 있었지만, 이것은 단백석(opal)과
같이 특별하고 가치있는 보석들에만 사용되었다. 오랜
경험을 지닌 숙련된 연마가공가만이 이 작업을 했었다.
이런 경험이 부족한 애호가는 트리펄리 외의 광택재들을
사용하기가 어려웠을 것이다.
광택 요령
청석면(靑石綿, crocidolite)(호안석(tiger's
eye))은 캐버션 연마가공하면, 광택내기가 그다지
어렵지 않지만, 재료가 섬유질이라서 당겨져 나오기
때문에 편평한 표면들은 문제가 있다. 연마 휠에서
편평한 표면들을 취급할 때, 편평한 표면을 얻으려면
최종 연마 단계에서 휠의 측면을 사용한다. 연마는
섬유질과는 수직으로 이루어져야 한다.
샌딩(sanding)은
가벼운 압력으로 하여야 한다. 일부 작업자들은 수평운전의
주철 원반(lap)에서 편평한 표면을 랲하는 것을 선호하는데,
미세한 연마입자(grit)(No.500 또는 No.600)의 실리컨
카바이드로 마무리한다. 락 하드(rock hard) 펠트버프로
광택하고 미디엄 하드(medium hard)펠트버프로 마무리한다.
첫 번째 광택작업은 트리펄리, 얼루머너(alumina),
버핑분말(buffing powder) 또는 비슷한 광택재들로
할 수 있다. 최종광택은 분말 얼루머너 (Levigated alumina)
또는 산화주석으로 한다. 모든 광택은 섬유질과는 수직으로
해야 한다.
터키석 - 터키석(turquoise)을
형상화할 때, 이점을 최대화하기 위하여 보다 미세한
연마입자 실리컨 카바이드 휠들을 사용할 수 있다. 이
재료는 아주 부드러워서 No.180 또는 No.220 연마입자
휠로 빠르게 연마가공할 수 있는데, 실제로 휠이 거의
마모되지 않는다. 거친 연마입자 휠은 작업자가 의도한
부분을 지나쳐서 연마가공할 수도 있다. 터키석을 모양내기(fashioning)할
때, 가공하지 않은 돌을 연구한다. 일부 표본들은 어떤
부위에 맥석(matrix)가 일부 남아 있으면 더 좋게 보인다.
광택은 산화주석 또는 그 밖의 부드러운 광택재를 사용하여
부드럽거나 또는 중간 정도 단단한 펠트버프로 할 수
있다. 일부 연마가공가들은 터키석에 최종 광택을 내기
위하여 적색의 막대형 루즈(rouge)를 충전한 헝겊 또는
머즐린(muslin) 휠을 사용한다. 모든 기법들에서, 최종광택단계들은
돌이 과도하게 가열되지 않도록 주위하면서 버프 또는
헝겊을 건식운전하여 이루어진다. 터키석은 산출지들마다
경도와 결(texture)이 약간 다를 수 있지만, 재료를
연구하면 적당한 기법을 개발할 수 있다.
|
|
|
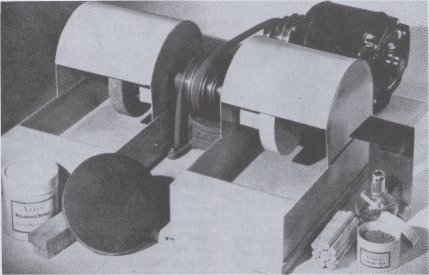
작은 휴대용 연마장비와
광택버프. 연마 휠은 수밀의 튐 방지 물받이에서
운전되므로 배관연결이 필요하지 않다.
휠 아래에 있는 스펀지(sponge)가 물받이로부터
물을 끌어 올린다. 속도변화는 3 단계의
풀리(pulley)에 의해서 이루어진다. 왼쪽
아래에 있는 샌딩디스크(sanding disc)는
버핑 측에 부착될 수도 있다.
|
단백석(opal)
- 가치있는 단백석들을 취급하는 상업적인 연마가공가들은
이 보석의 최종광택에 일반적으로 하나 이상의 버프를
사용한다. 일반적인 광택재들을 먼저 사용하고 최종
고광택 마무리에는 산화주석, 루즈와 비슷한 재료들을
사용한다. 최종광택단계에서는 가벼운 압력만을 사용한다.
고광택 마무리는 단백석에 깊이를 더해주는데, 이것은
트리펄리와 같은 광택재를 사용해서는 얻기가 어렵다.
공작석(malachite)
- 공작석과 같이 부드러운 광무재료들(경도(hardness)
도표를 참조)은 단단한 보석들과 같은 방법으로 마무리하려면
어려움을 겪을 것이다. 미세한 공작석 보석들과 표본들에
대하여, 머즐린으로 만든 헝겊 휠은 우수한 최종광택을
줄 것이다. 최종작업에는 약간의 광택재만이 필요하며
헝겊을 잘 건식운전하여야 한다.
부드러운
돌들의 광택
어떤 물질이 고광택 마무리를
나타내는 능력은 그의 경도와 조밀성(compactness)에
직접적으로 비례한다는 것은 잘 알려진 사실이다. 보석재료가
충분한 경도를 지니고 있을지라도, 섬유질이면서 엷은
조각으로 잘라졌거나 조밀하지 않으면, 만족스러운
광택을 얻기란 불가능할 수도 있다. 또한, 부드러운
보석들에 얻을 수 있는 광택의 정도에는 물리적인 제한이
있다.
|

|
|
홍옥(ruby)분말(Linde
A)을 지닌 이 가죽버프는 작은 사발을
광택내는 데에 사용된다.
|
일반적인 규칙으로서,
부드러운 보석들은 더 단단한 광물들의 일부에 비해서
광택을 내기가 더 어렵다. 예를 들면, 터키석(turquoise),
공작석(malachite),
호마노(onyx)와
석고(gypsum)(설화석고(alabaster))는
일반적인 경질(hard) 펠트버프로 광택을 내면 미세입자(grain)의
외관(appearance)을
보일 수도 있다. 일반적인 광택재를 사용한 경질 펠트버프는
예비광택용으로 사용될 수도 있지만, 최종광택은 다른
형태의 보다 부드러운 버프로 최고의 효과를 낼 수
있다. 분말 얼루머너(Levigated alumina), 산화주석,
산화 크로우미엄(chromic
oxide), 광학렌즈 마무리분말, 호분(whiting)과 루즈(rouge)가
부드러운 보석 돌들의 최종광택에 사용되고 있다. 고속으로
운전되는 부드러운 머즐린 또는 면 헝겊버프들이 부드러운
돌들의 고광택 또는 광내기에 종종 효과적으로 적용되고
있다. 최종작업에는 가벼운 압력과 아주 적은 연마재를
적용해야 한다. 대리석 광택산업에서는 수산(oxalic
acid)가 광택재와 함께 사용되는데, 이 물질은 표백과
표면 세정분말로서도 사용된다.
조밀성이 부족한
부드러운 표면은 가능한 한 광택작업 후에, Dake's vanish(바니쉬)를
얇게 도포하므로써 크게 향상될 수도 있다. 바니쉬는
좁은 긁힌 자국들, 구멍들 그리고 비슷한 표면의 외부결함(blemish)들을
채운다.
|
|
|
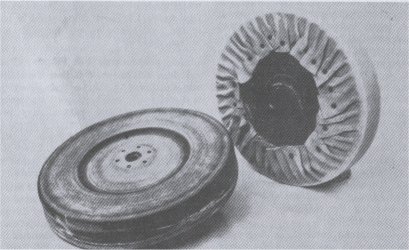
우수한 형태의 가죽 광택버프는
젖어있는 가죽을 목재 드럼에 펼쳐서 만든다.
드럼은 여러 가지의 곡이 진 표면들을
지닌 보석들을 수용하기 위한 깊이가 변하는
원형의 고리들과 반경들을 지니고 있다.
이들과 같은 드럼들은 상업적으로 구입할
수 없는 것이 일반적이다.
|
이 바니쉬는 캐너다 볼섬(Canada
balsam)과 자일로울(xylol=xylene)의 혼합물인데, 후자의
액체가 용제이다. 일반적인 혼합은 같은 비율이지만,
취급하는 재료의 필요에 따라 적절하게 변할 수 있다.
바니쉬는 작고 부드러운 솔로 바르는데, 한 번만 가로지르면
충분하다. 일부 공급상점들은 이 바니쉬를 갖추고 있으며, 두
원료들은 약국에서도 구입할 수도 있을 것이다.
대략
3,600 rpm의 속도를 지닌 작은 전동기는 일부 특정의
캐버션 광택작업에 적합하다. 부드러운 금속들을 광택내기
위하여 보석세공업자들과 치과의사들이 사용하는 작은
버프들은 일부 보석세공 용도에 아주 효율적이다. 작은
크기의 버프들, 펠트 휠들 그리고 비슷한 부속품들은
비싸지 않아서 각 광택재마다 하나씩 가질 수 있다.
부속품들의
신속하고 손쉬운 교환을 위하여 전동기 전기자 축의
끝에 홈이 있는 부착물이 부착되어 있다. 작은 연마
휠들은 또한 적당한 부착물과 함께 사용할 수 있다.
거의 3,600 또는 그 이상의 속도를 내는 1/6 또는 1/8
마력의 전동기가 적당할 것이다. 이 장비에 의해서
이루어지는 특수한 광택의 대부분은 건식 또는 거의
그렇게 이루어진다; 그러므로, 마찰에 의해서 열이
빠르게 생기므로 주의를 하여야 한다.
|