|
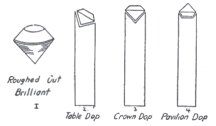
표준 다각원형
(For Standard Brilliant)
|

|
|
미국 최초의 패시트 연마가공 애호가들
중의 한 사람인 Colorado, Fort Collins의
B.O. Longyear가 현대식 패시트 연마가공
기계로 작업하는 모습이다. 그는 1895
년 가내제작의 수평원반으로 돌들을 패시팅(faceting)하기
시작했다. (page
43 참조)
|
패시트 연마가공 보석들의
연마가공과 광택에 사용되는 어떠한 기법이든지, 돌을
작업할 때에는 일정한 체계를 따라야 한다. 경험이
많은 작업자들은 아마도 다른 순서를 사용할 것이지만,
아래에 언급된 하나는 만족하였을 것이다. 아래에 개략적으로
열거하면서, 일부는 너무도 명백하기 때문에, 모든
예들에 대한 상세한 이유들을 언급하지 않았다.
(1)
패시트 연마가공될 재료는 우선 optic
또는 결정(crystal)
축(axis)의 방향에 따라 정위(oriented)되어야
하며, 그리고 나서, 연마 휠(wheel)들로 원하는 형상(shape)로
대충 틀을 잡아야 한다. 환상부(girdle)와
관부(crown)에는
재료를 여유있는 남겨두고 퍼빌리언(pavilion)은
패시트들이 연마가공되었을 때 제거할 만큼 작은 양을
남겨둔다. 숙련된 사람은 손으로 잡고 이 연마를
할 수 있는데, 그렇지 않으면, 돌을 돞(dop)할 수 있다.
(2)
그리고 나서, 가공되지 않는 부위를 금속 돞에 접착하는데,
테이블 부분이 돞의 축에 약 45 도가 되도록 돌을 접착한다.
또는 반대의 각으로 돞할 수도 있다.
(3) 패시트
연마가공 장치에 부착하고 약 10% 정도 더 큰 크기까지
테이블을 랲한다. 접착제로부터 보석을 떼어내기 이전에
테이블은 완전히 광택되어야 한다.
(4) 돌을
돞에 다시 접착하는데, 테이블이 돞의 길이방향에 정확하게
직각이 되도록 (가능하면 같게) 한다. 그리고 나서,
환상부(girdle)
상부에 있는 8 개의 주요 관부(crown)
패시트들을 연마가공한다. 수많은 물리적인 이유들로
인해서, 8 개의 주요 관부 패시트들은 연속적인 순서로
연마가공하지 않고, 1-5-3-7-6-2-8-4의 엇갈리는 순서로
연마가공한다. 다시 말해서, V-8 (역주:
8 기통의 엔진)의 점화순서와 같이. 두 가지의
장점이 있다.
위의 방법 또는 비슷한 어떤 체계를
이용하면, 패시트들이 마주치는 각들을 정렬하고 일정한
크기로 유지하기가 쉬우며, 과도한 또는 과소한 연마가공을
제거하는 데에 도움이 된다. 이 경로체계는 표준 다각원형
연마가공( brilliant cut) 에만 적용할 수 있지만,
다른 스타일(style)의
연마가공에 대해서도 비슷한 방법을 적용할 수 있다.
8 개의 주요 관부 패시트들을 만들면서, 재료에 맞는
각을 패시트 연마가공 두부(head)의 눈금에 바로 표시한다.
|
|
|
캐버션(cabochon)
작업물에 일반적으로 사용되는 Gem Maker는
기계에 적합하게 제작된 간단한 부속 패시팅
두부(head)로 패시트 연마가공에 사용될
수 있다.
|
(5)
16 개의 환상부 패시트들이 다음으로 연마가공되는데,
테이블을 향하여 약 2/3 거리까지 그것들을 확장한다. 각을
아주 조금 변화시켜서 이 열의 패시트들을 만든다.
(6)
테이블에 접하는 8 개의 작은 관부 테이블 패시트들은
이제 각각의 주요 관부 패시트의 모서리를 줄이면서
연마가공된다.
(7) 당신은 이제 보석의 관부
부분(환상부 위)에 테이블을 제외한 32 개의 패시트들을
연마가공했다. 돌과 돞으로부터 모든 실리컨 카바이드(silicon
carbide) 또는 Norbide를 완전히 씻어내고 광택을 낼
차례이다. 관부 패시트들은 다음과 같은 차례로 광택을
낸다: (a) 8 개의 관부 테이블 패시트들, (b) 주요
패시트들, (c) 환상부 패시트들. 패시트들을 연마가공할
때와 마찬가지로, 이 순서에는 물리적인 이유들이 있다.
(8)
돞으로부터 돌을 떼어내어 퍼빌리언을 연마가공할 수
있도록 노출시켜 다시 접착한다. 다시 테이블이 돞의
길이에 직각이 되도록 주의하여 부착한다: 이것은 마무리된
돌이 한 쪽으로 기울어지는 것을 피하기 위함이다.
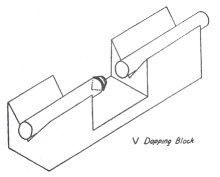
여기에 보이는 기계적인 돞핑 보조물들은 입문자가
보석을 적절하게 부착하는 것을 도와줄 것이다.
(9)
그리고 나서, 하나의 패시트가 주요 관부 패시트들
중의 하나와 정렬되도록 주의하면서 8 개의 주요 퍼빌리언
패시트들을 연마가공하는데, 위에서 언급한 점화순서로
진행한다.
|
|
|
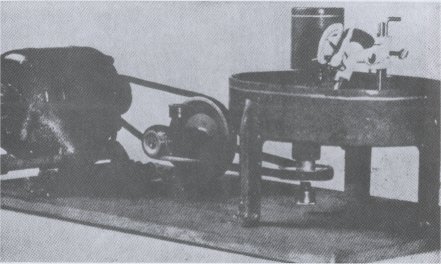
패시팅에 사용되는 Gem
Maker. 상대적으로 늦은 속도가 필요하기
때문에, 기계와 전동기 사이에 특별한
감속장치가 설치되었다.
|
(10) 다음으로 환상부와 접하는 16
개의 퍼빌리언 패시트들을 연마가공한다. 표준 다각원형
스타일은 테이블을 포함하여 57 개의 패시트들이 필요하지만, 때때로
8 개의 큘릿(culet)
패시트들이 돌에 더해져서 총 65 개의패시트들을 만들기도
한다. 훨씬 더 많은 패시트들을 더하여 다각원형 스타일에
또다른 변화를 줄 수 있으며, 때때로 관부부분에 한
열(row)의 패시트들이 더해지기도 한다.
(11)
환상부 아래에 있는 패시트들에 대한 광택순서는 :
(a) 보석 아래에 있는 큘릿 패시트들, (b) 주요 패시트들,
(c) 퍼빌리언 환상부 패시트들.
위의 체계는 테이블을
지니는 어떠한 스타일의 연마가공이라고 할지라도 기초로서
작용할 것이다. 일정한 테이블을 지니고 있지
않은 변형 스타일들에 대해서는 보석세공가의
개인적인 연구가 필요하다. 단지 무게만을 고려하여
돌을 형상화하려고 하는 동양의 천부적인 연마가공가는
어떠한 규칙적인 체계에는 관심이 없고, 열의 순서와
관계없이 패시트들을 작업하려고 할 것이다. 그 결과는
일반적으로 균일성과 광휘도(brilliance)가
부족한 돌이 되어서, 소매상에 팔리기 전에 재연마가공이
필요하게 될 것이다.
|
|
|
패시팅하기 위해서는
돌은 정확하게 돞되어야 한다.
|
패시트 연마가공에서
가장 중요한 문제들 중의 하나는 테이블의 크기를 임시적으로
결정하는 것인데, 이것은 남은 작업에 많은 영향을
주기 때문이다. 예를 들면, 8 개의 관부 테이블 패시트들은
환상부 패시트들과 각을 이루기 위하여 아래로 내려간다;
만약에 테이블이 비율에서 벗어나면, 불균형을 이루는
돌이 될 뿐만 아니라, 물리적인 어려움에 처하게 될
것이다.
표준 다각원형 연마가공에서,
주요 관부와 퍼빌리언 패시트 각들은 여러 가지 작은
패시트들의 열(row)들의 각들을 결정하게 될 것이다.
만약에 주요 관부 패시트들을 37 도로 그리고 주요
퍼빌리언 패시트들을 41 도로 연마가공하고, 테이블의
비율이 정확하다면, 작은 패시트들의 각들에 대해서
특별한 주의를 하지 않아도 된다; 각들의 작은 차이는
무시할 수 있다. 테이블 크기와 돌의 다른 치수들과의
비율(proportion)
그리고 여러 가지 패시트들의 열들과의 정확한 결합은
작은 패시트들의 각들을 자연스럽게 결정하게 될 것이다.
관부부분에
있는 패시트들의 열들을 연마가공할 때, 주요 관부
패시트들을 나누어져 8 개의 패시트들이 만들어지며,
8 개의 주요 패시트들이 나누어져서 16 개의 환상부
패시트들이 만들어진다.
패시트 연마가공은
캐버션(cabochon)에
비하여 항상 더 많은 연습과 기량이 필요한데,
기계적인 도움과 관계없이, 사람의 손과 눈으로 작업물을
좌우하고 조정해야 하기 때문이다. 그러나, 열악한
장비일지라도, 취미로서 보석 돌들을 연마가공하는
개인은 끈기와 연습으로 패시트 연마가공의 예술을
습득하여 뛰어난 작업을 할 수 있다는 것은 잘 알려져
있다.
|